- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Zrozumienie wartości laboratoryjnych: prawdziwy sposób odczytywania koloru — trzy podstawowe parametry kontroli różnicy kolorów w tworzywach konstrukcyjnych
„Czy wartość ΔE wynosząca 2,1 w raporcie kolorymetru jest akceptowalna, czy nie?”
„Klient twierdzi, że wartości laboratoryjne są nieprawidłowe, ale dla mnie kolory są prawie takie same”.
To pytania, które nasz zespół techniczny słyszy każdego dnia. W branży konstrukcyjnych tworzyw sztucznych różnicy kolorów nie można już ocenić gołym okiem. Niezależnie od tego, czy chodzi o wewnętrzne części samochodów, obudowy elektroniki 3C, czy przemysłowe komponenty konstrukcyjne, klienci prawie zawsze dołączają normę akceptacji różnic kolorów wyraźnie stwierdzającą: ΔE ≤ 0,5, z wartościami L, a, b w określonych tolerancjach.
Czym dokładnie są L, a i b? I dlaczego są bardziej niezawodne niż kontrola wzrokowa? Dziś wyjaśnimy te trzy parametry w języku inżynieryjnej produkcji tworzyw sztucznych.

I. „Układ współrzędnych” koloru: laboratoryjna przestrzeń kolorów
Wyobraź sobie, że aby wskazać lokalizację na mapie, potrzebujesz długości i szerokości geograficznej oraz wysokości. Przestrzeń kolorów Lab to „trójwymiarowy układ współrzędnych” koloru.
Założony przez Międzynarodową Komisję ds. Oświetlenia (CIE) w 1976 roku, pozostaje światowym złotym standardem pomiaru koloru. Każdy kolor można jednoznacznie zlokalizować w tej trójwymiarowej przestrzeni za pomocą zestawu współrzędnych (L, a, b).
• Wartość L (Jasność): Zakres od 0 do 100. L=100 to czysta biel, L=0 to czysta czerń. W konstrukcyjnych tworzywach sztucznych szara część czarna lub żółtawa część biała oznacza zasadniczo zmianę wartości L.
• wartość (odcień czerwono-zielony): Wartości dodatnie oznaczają kolor czerwony, wartości ujemne oznaczają kolor zielony. Kiedy ognioodporny ABS, który powinien być jaskrawoczerwony, zmienia się w „matową ceglastą czerwień”, prawdopodobnie problemem jest wartość a.
• Wartość b (odcień żółto-niebieski): Wartości dodatnie oznaczają kolor żółty, wartości ujemne oznaczają kolor niebieski. Wartość b jest najbardziej „wrażliwym” parametrem – materiały takie jak PBT, PC i nylon są podatne na żółknięcie podczas obróbki w wysokiej temperaturze. Kiedy wartość b zmienia się na dodatnią, część wyraźnie „zamienia się na żółtą”.
II. Trzy liczby, trzy typowe „objawy różnicy kolorów”
Na hali produkcyjnej szybko diagnozujemy przyczyny źródłowe poprzez zmianę wartości laboratoryjnych:
1. Duże odchylenie wartości L – priorytetem jest sprawdzenie stanu materiału i procesu formowania.
• Wysoka wartość L (zbyt biały/blady): prawdopodobnie niska temperatura formy lub niewystarczająca ilość dwutlenku tytanu w kolorowej przedmieszce.
• Niska wartość L (zbyt ciemna): Możliwa degradacja materiału (nadmierna ekspozycja na wysoką temperaturę) lub słabe odpowietrzanie formy.
2. Duże odchylenie wartości – Priorytetem jest sprawdzenie składu materiału.
• Dodatnie przesunięcie wartości (czerwonawe): Powszechne w materiałach uniepalniających, gdzie środek zmniejszający palność rozkłada się w wysokich temperaturach, powodując odbarwienie barwnika.
3. Duże odchylenie wartości b – Priorytetem jest sprawdzenie warunków suszenia i temperatury wtrysku.
• Dodatnie przesunięcie wartości b (żółtawe): Najczęstszą przyczyną jest przesuszenie lub nadmierna temperatura stopu. Materiały nylonowe są szczególnie wrażliwe – dryft wartości b wynoszący 0,5 jest wyraźnie „żółty” gołym okiem.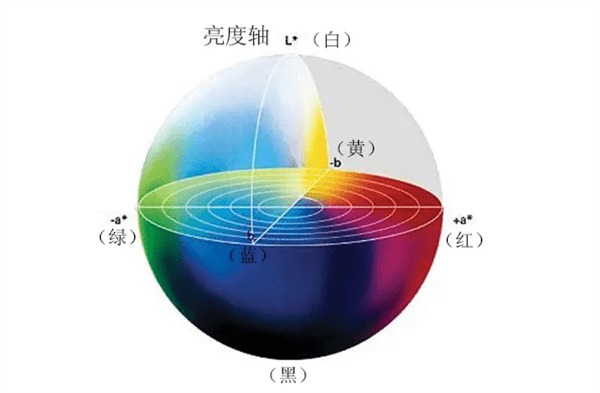
III. Co to jest ΔE? Dlaczego nie możemy polegać wyłącznie na ΔE?
ΔE to łączne odchylenie wymiarów L, a i b, obliczone jako:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Używa jednej liczby do podsumowania „całkowitej różnicy kolorów”, co ułatwia szybką ocenę. Problem polega jednak na tym, że to samo ΔE może reprezentować bardzo różne odchylenia kolorów.
Na przykład:
• Przypadek A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (nieco za biały)
• Przypadek B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (odchylenia we wszystkich trzech kierunkach)
Obydwa mają prawie takie same ΔE, ale przypadek B jest bardziej „złożony” i gołym okiem może wydawać się „bardziej zamglony”. Dlatego profesjonalna kontrola różnicy kolorów musi uwzględniać zarówno ΔE, jak i indywidualne tolerancje. Powszechnym standardem dla części wewnętrznych samochodów jest: ΔE < 1,0, gdzie |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Skąd bierze się różnica kolorów? Cztery wspólne źródła
W oparciu o wieloletnie doświadczenie w obsłudze klientów, główne źródła różnic kolorystycznych można podzielić na cztery kategorie:
1. Różnice w partii materiału – Różne partie tworzyw konstrukcyjnych mogą wykazywać niewielkie różnice w kolorze bazowym. Nawet w przypadku tego samego gatunku wahania wartości b między partiami wynoszące 0,3–0,5 dla POM nie są rzadkością.
2. Proces suszenia wymykający się spod kontroli – Materiały takie jak nylon, PET i PC są wrażliwe na wilgoć. Niedostateczne lub nadmierne wysuszenie może powodować żółknięcie. W jednym przypadku operator podniósł temperaturę suszenia z 80°C do 100°C, powodując wzrost wartości b z 1,2 do 2,8, co oznaczało złomowanie całej partii.
3. Dryft procesu formowania wtryskowego – Niewielkie zmiany ciśnienia wstecznego, prędkości ślimaka, prędkości wtrysku, ciśnienia trzymania, temperatury formy itp. mogą zmienić przepływ stopu i zachowanie krystalizacyjne, wpływając na wygląd koloru. Materiały wzmocnione włóknem szklanym są szczególnie wrażliwe.
4. Różnice w środowisku pomiarowym – Różne kolorymetry, źródła światła, apertury pomiarowe, a nawet ciśnienie wywierane przez operatora mogą mieć wpływ na odczyty. Klienci i dostawcy muszą uzgodnić ujednolicony standard pomiarowy (np. źródło światła D65, kąt obserwatora 10°).
V. Wniosek: kolorem można zarządzać
W konstrukcyjnych tworzywach sztucznych kolor nie jest już tajemnicą. Trzy liczby L, a i b zamieniają subiektywne odczucie „Myślę, że kolor jest niewłaściwy” w obiektywny fakt „Wartość L przekracza tolerancję o 0,6, wartość b o 0,8”. Zrozumienie czterech źródeł różnicy kolorów pomaga nam zapobiegać problemom, zanim one wystąpią.